

以下是:江苏省南京市方管源头供应商的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 范围 方管源头供应范围覆盖江苏省、南京市、苏州市、连云港市、无锡市、常州市、淮安市、徐州市、盐城市、镇江市、南通市、泰州市、宿迁市、扬州市 玄武区、白下区、秦淮区、建邺区、鼓楼区、下关区、浦口区、栖霞区、雨花台区、江宁区、六合区、溧水区、高淳区等区域。 【恒鑫达】以匠心打造多元场景产品,涵盖浦口方矩管、直缝焊管的图文介绍、白下方矩管、直缝焊管专业厂家、盐城方矩管、直缝焊管专注品质、苏州方矩管、直缝焊管用品质说话等。方管源头供应商,恒鑫达钢管(南京市分公司)专业从事方管源头供应商,联系人:周金福,电话:【17768165506】、【17768165506】,以下是方管源头供应商的详细页面。 江苏省,南京市 南京市,简称“宁”,古称金陵、建康,江苏省辖地级市、省会、副省级市、特大城市、南京都市圈核心城市,国务院批复确定的中国东部地区重要的中心城市、全国重要的科研教育基地和综合交通枢纽。截至2022年,全市下辖11个区,总面积6587.02平方千米,建成区面积868.28平方千米,常住人口949.11万人,城镇人口825.80万人,城镇化率87.01%。
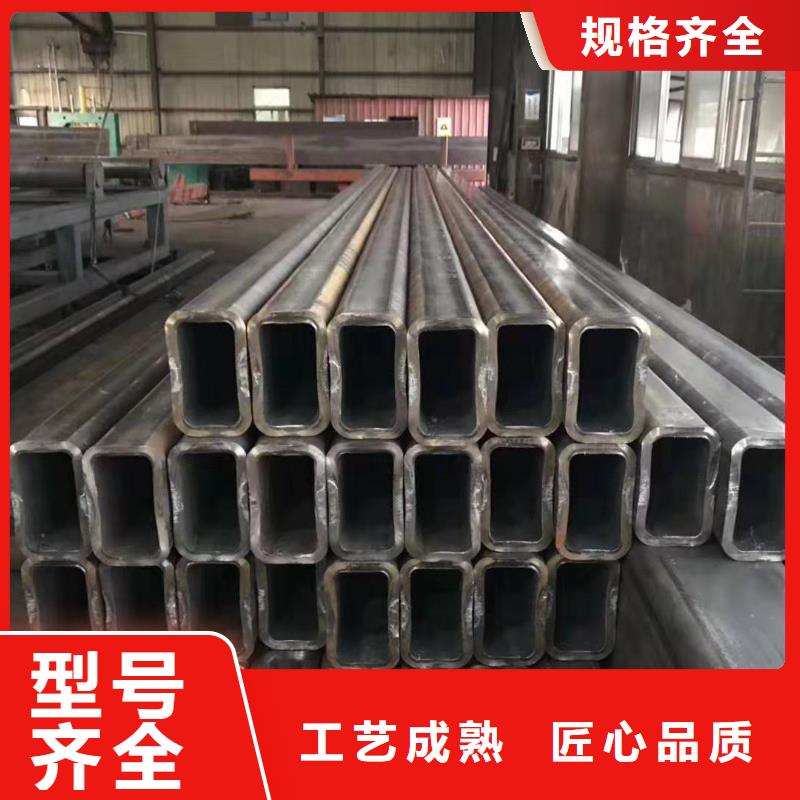
我们的方管源头供应商产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。以下是:江苏南京方管源头供应商的图文介绍
方矩管在淬火处理时,应该注意:细长管材应尽量在盐浴炉或井式炉中垂直吊挂加热,以减少由于自重而引起的变形。截面大小不同的管件在同一炉中加热时,小件应放在炉膛外端,大小件分别计时小件先出炉。每次装炉量要与炉子的功率相适应,装炉量大时易压温,加热时间需延长。方矩管淬水或盐水的工件,淬火温度取下限,淬油或熔盐的工件,淬火温度取上限。行双介质淬火时,在 种淬火介质中停留的时间按前述三种方法控制,从 种淬火介质移入第二种淬火介质的时间应尽量短,以0.5-2s为宜。对表面不允许氧化、脱碳的管材,应在经过校正的盐浴炉或保护气氛炉中加热。如条件不具备时,可以在空气电阻炉中加热,但需采取防护措施。
方矩管垂直浸入淬火介质后,不作摆动,只作上下移动,并停止淬火介质的搅动。当管件硬度要求高的部位冷却能力不足时,可在整体浸入淬火介质的同时,对该部位再实施喷液冷却,以提高其冷却速度。必须放在有效加热区内,装炉量、装炉方式及堆放形式均应确保加热温度均匀一致,且不致造成畸变和其他缺陷。在盐炉中加热时,不要靠电极太近,以防局部过热,距离应在30mm以上。与炉壁的距离以及浸入液面以下的深度,都应在30mm以上。分级淬火时,可适当提高淬火温度,以增加方矩管奥氏体的稳定性,防止其分解为珠光体。结构钢及碳素钢可以直接装入淬火温度或比淬火温度高20-30℃的炉中加热。高碳高合金钢应在600℃左右预热后,再升至淬火温度。要求淬硬层较深的管材,淬火温度可适当提高,要求淬硬层较浅的可选取较低的淬火温度。方矩管冷却水中不得有油、肥皂液等脏物。一般情况下,水温不超过40℃,油温不超过80℃。
江苏南京恒鑫达钢管有限公司资质齐全、设备先进、技术力量雄厚,检测手段齐全、具有健全稳定的质保体系。长期从事 方矩管,直缝焊管生产制造。是以设计、制造、安装为一体的现代新型企业,拥有先进的工艺设备和现代生产、办公条件,以及一支专业、诚信、创新、协作、进取的团队。我们的使命是成为z u i具创新的 方矩管,直缝焊管企业,并在所服务的市场中成为备受推崇的供应商。重诺公司会自始至终保持 方矩管,直缝焊管产品的高品质,并且不短推陈出新,为新老客户创造更高的价值。 以客户为中心,尽z u i大努力提供、专业化、个性化的服务,实现合作双赢。作为企业,必须聆听及了解客户的需求,继而超越客户的期望。
虽然对于槽体加热管材料的选择不是工艺设计的内容,如果不予提醒,可能会造成设备设计人员的疏忽。对于硫酸、盐酸酸洗时,其槽体材料只能选用玻璃钢、花岗岩、塑料,加热管只能选用铅锑合金管、陶瓷管,而不能选用不锈钢材料。如果是采用磷酸酸洗,其槽体及加热管材料均可选用不锈钢材料,当然玻璃钢、塑料、花岗岩均可。对于易形成死角存水的方矩管,必须选择适当的位置钻好工艺孔,保证水能在较短的时间内充分流尽。否则会造成串槽或者要在空中长时间沥干,产生二次生锈,影响磷化效果。
有时方矩管坯会出现分层问题,从而导致探伤不合。要这一缺陷,我们可以优化方矩管板坯的缓冷工艺,主要针对堆垛温度和堆垛持续时间。轧制钢板厚度不大于80mm钢板热矫直后,在冷床停留时间不得超过5min。厚度大于80mm钢板可适当延长至10min,确保钢板成垛前温度控制在500℃以上。钢板厚度不大于50mm钢板缓冷时间在12h;厚度大于50mm的钢板缓冷时间24h,严禁提前拆垛精整。
方矩管板坯出现贝氏体一般是由于冷速过快造成的。当冷却速度降低至3-5℃/s时,钢板心部偏析带不再出现贝氏体组织,形成常规的珠光体组织。控制冷却优化后,板坯心部偏析带组织应力明显减少,因组织应力产生的微裂纹得到大大改善。在实际生产中轧制钢板的长及宽相差较大,在钢板缓冷时存在堆垛不整齐的情况,导致超宽板边部探伤检验不合格或是超长板头部探伤检验不合格。通过建立集中装炉制度,安排轧制钢板长、宽相近的合同集中装炉,保证后续钢板堆垛的整齐。必要时对方矩管板坯周边采用石棉布包裹,加强保温效果。
方矩管在淬火处理时,应该注意:细长管材应尽量在盐浴炉或井式炉中垂直吊挂加热,以减少由于自重而引起的变形。截面大小不同的管件在同一炉中加热时,小件应放在炉膛外端,大小件分别计时小件先出炉。每次装炉量要与炉子的功率相适应,装炉量大时易压温,加热时间需延长。方矩管淬水或盐水的工件,淬火温度取下限,淬油或熔盐的工件,淬火温度取上限。行双介质淬火时,在 种淬火介质中停留的时间按前述三种方法控制,从 种淬火介质移入第二种淬火介质的时间应尽量短,以0.5-2s为宜。对表面不允许氧化、脱碳的管材,应在经过校正的盐浴炉或保护气氛炉中加热。如条件不具备时,可以在空气电阻炉中加热,但需采取防护措施。
方矩管垂直浸入淬火介质后,不作摆动,只作上下移动,并停止淬火介质的搅动。当管件硬度要求高的部位冷却能力不足时,可在整体浸入淬火介质的同时,对该部位再实施喷液冷却,以提高其冷却速度。必须放在有效加热区内,装炉量、装炉方式及堆放形式均应确保加热温度均匀一致,且不致造成畸变和其他缺陷。在盐炉中加热时,不要靠电极太近,以防局部过热,距离应在30mm以上。与炉壁的距离以及浸入液面以下的深度,都应在30mm以上。分级淬火时,可适当提高淬火温度,以增加方矩管奥氏体的稳定性,防止其分解为珠光体。结构钢及碳素钢可以直接装入淬火温度或比淬火温度高20-30℃的炉中加热。高碳高合金钢应在600℃左右预热后,再升至淬火温度。要求淬硬层较深的管材,淬火温度可适当提高,要求淬硬层较浅的可选取较低的淬火温度。方矩管冷却水中不得有油、肥皂液等脏物。一般情况下,水温不超过40℃,油温不超过80℃。
方管源头供应商_恒鑫达钢管(南京市分公司),固定电话:【17768165506】,移动电话:【17768165506】,联系人:周金福,静海区大邱庄镇静王路500米。










